








نظرة عامة على المنتج
شركة ووميك ستيل هي شركة رائدة في تصنيعEN 10305أنابيب فولاذية غير ملحومة معتمدة، مصممة بدقة وقوة ومتانة عالية لتناسب مختلف التطبيقات الصناعية. صُممت أنابيبنا الفولاذية غير الملحومة لتلبية أشد المعايير الدولية صرامة، مما يوفر أداءً مثاليًا للأنظمة الميكانيكية والإنشائية وأنظمة نقل السوائل. من هندسة السيارات إلى الأسطوانات الهيدروليكية، تضمن شركة Womic Steel أن كل أنبوب مصنوع بأعلى معايير الجودة، مما يضمن جودة وموثوقية استثنائية.
ملكناأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305تُعدّ هذه الأنابيب مثالية للتطبيقات عالية القوة التي تتطلب أبعادًا دقيقة، وخصائص ميكانيكية ممتازة، ومقاومة عالية للتآكل والصدأ. وتُستخدم هذه الأنابيب في مجموعة واسعة من الصناعات، بما في ذلك صناعة السيارات، والآلات، ونقل السوائل، والهندسة الميكانيكية، مما يوفر حلولًا موثوقة لتطبيقات الهندسة الدقيقة.

مجموعة إنتاج الأنابيب الفولاذية غير الملحومة وفقًا للمعيار EN 10305
شركة ووميك ستيل للتصنيعأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305تتوفر بأحجام وأبعاد متنوعة، مما يضمن تعدد استخداماتها في مختلف التطبيقات. تشمل مجموعة المنتجات النموذجية ما يلي:
- القطر الخارجي (OD)من 6 مم إلى 406 مم
- سمك الجدار (WT)من 1 مم إلى 18 مم
- طولتتوفر أطوال مخصصة، تتراوح عادةً من 6 أمتار إلى 12 متراً، بناءً على طلب العميل.
يمكن إنتاج هذه الأنابيب وفقًا لمتطلبات محددة للأقطار والأطوال وسماكات الجدران المخصصة بناءً على مواصفات العميل واحتياجات المشروع.
EN 10305 التفاوتات المسموح بها في أنابيب الصلب غير الملحومة
ووميك ستيلأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305تُصنع منتجاتنا مع التركيز على الدقة. نضمن التفاوتات البُعدية التالية لمنتجاتنا
| المعلمة | تسامح |
| القطر الخارجي (OD) | ± 0.01 مم |
| سمك الجدار (WT) | ± 0.1 مم |
| بيضاوي (البيضاوية) | 0.1 مم |
| طول | ± 5 مم |
| استقامة | الحد الأقصى 0.5 مم لكل متر |
| تشطيب السعر | حسب مواصفات العميل (عادةً: زيت مضاد للصدأ، طلاء الكروم الصلب، طلاء النيكل والكروم، أو طلاءات أخرى) |
| تربيع الأطراف | ± 1° |
شروط تسليم الأنابيب الفولاذية غير الملحومة وفقًا للمعيار EN 10305
يتم تصنيع الأنابيب باستخدامرسم باردأوالدرفلة على الباردتُصنّع هذه المنتجات وتُقدّم بشروط تسليم متنوعة بناءً على احتياجات العملاء المحددة. وتشمل هذه الشروط ما يلي:
الجدول 1 - شروط التسليم
| تعيين | رمزa | وصف |
| مسحوب على البارد / صلب | +C | لا تتم المعالجة الحرارية النهائية بعد عملية السحب على البارد النهائية. |
| مسحوب على البارد / ناعم | +LC | تلي المعالجة الحرارية النهائية رسمة مناسبة اجتياز (تخفيض محدود للمساحة). |
| تم سحبها بالبرودة وتخفيف التوتر | +SR | بعد عملية السحب البارد النهائية، يتم تخفيف الإجهاد في الأنابيب في جو متحكم به. |
| مُلدّن ناعم | +A | بعد عملية السحب البارد النهائية، يتم تلدين الأنابيب بشكل ناعم في جو متحكم فيه. |
| مُعَيَّر | +N | بعد عملية السحب البارد النهائية، يتم تطبيع الأنابيب في جو مُتحكم به. |
| أ: وفقًا للمعيار EN10027–1. | ||
التركيب الكيميائي لأنابيب الصلب غير الملحومة وفقًا للمعيار EN 10305
الEN 10305تُصنع الأنابيب من أنواع فولاذ عالية الجودة. فيما يلي نظرة عامة على أنواع المواد القياسية وتركيبها الكيميائي:
الجدول 2 - التركيب الكيميائي (تحليل القوالب)
| درجة الفولاذ | النسبة المئوية بالكتلة | ||||||
| اسم الصلب | فُولاَذ | C | Si | Mn | P | Sa | Alالمجموعb |
| رقم | |||||||
| E215 | 1.0212 | 0.10 | 0.05 | 0.70 | 0.025 | 0.025 | 0.025 |
| E235 | 1.0308 | 0.17 | 0.35 | 1.20 | 0.025 | 0.025 | 0.015 |
| E355 | 1.0580 | 0.22 | 0.55 | 1.60 | 0.025 | 0.025 | 0.020 |
| العناصر غير المذكورة في هذا الجدول (ولكن انظر الحاشية السفلية)bلا يجوز إضافة أي عناصر إلى الفولاذ عمدًا دون موافقة المشتري، باستثناء العناصر التي تُضاف لأغراض إزالة الأكسدة و/أو ربط النيتروجين. ويجب اتخاذ جميع التدابير المناسبة لمنع إضافة عناصر غير مرغوب فيها من الخردة أو المواد الأخرى المستخدمة في عملية صناعة الفولاذ. | |||||||
| انظر الخيار 2. ب- لا ينطبق هذا الشرط إذا احتوى الفولاذ على كمية كافية من عناصر أخرى رابطة للنيتروجين، مثل التيتانيوم أو النيوبيوم أو الفاناديوم. وفي حال إضافة هذه العناصر، يجب ذكر محتواها في وثيقة الفحص. عند استخدام التيتانيوم، يجب على المصنّع التحقق من أن (Al + Ti/2) ≥ 0.020. | |||||||
الخيار الثاني: بالنسبة لدرجات الفولاذ E235 وE355، يُحدد محتوى كبريت مضبوط يتراوح بين 0.015% و0.040% لتحسين قابلية التشغيل. ويتم الحصول على هذا المحتوى بإعادة كبرتة الفولاذ بعد إزالة الكبريت منه إلى أقصى حد، أو باستخدام عملية منخفضة الأكسجين.
الخيار 3: يجب أن يكون التركيب الكيميائي لدرجة الصلب المحددة مناسبًا للجلفنة بالغمس الساخن (انظر على سبيل المثال EN ISO 1461 أو EN ISO 14713-2 للحصول على إرشادات).
يحدد الجدول 3 والجدول أ.2 الانحراف المسموح به لتحليل المنتج عن الحدود المحددة لتحليل الصب الواردة في الجدول 2 والجدول أ.1
الجدول 3 - الانحرافات المسموح بها لتحليل المنتج عن الحدود المحددة لتحليل الصب الواردة في الجدول 2
| عنصر | القيمة الحدية للصب | الانحراف المسموح به في تحليل المنتج |
| C | ≤0.22 | +0.02 |
| Si | ≤0.55 | +0.05 |
| Mn | ≤1.60 | +0.10 |
| P | ≤0.025 | +0.005 |
| S | ≤0.040 | ±0.005 |
| Al | ≥0.015 | -0.005 |
الخواص الميكانيكية للأنابيب الفولاذية غير الملحومة وفقًا للمعيار EN 10305
الخواص الميكانيكية لـEN 10305تُقاس أنابيب الصلب غير الملحومة عند درجة حرارة الغرفة، كما يلي. وتعتمد هذه القيم على نوع الصلب وظروف التسليم:
الجدول 4 - الخواص الميكانيكية عند درجة حرارة الغرفة
| درجة الفولاذ | القيم الدنيا لشروط التسليمa | ||||||||||||
| +Cb | +LCb | +SR | +Ac | +N | |||||||||
| فُولاَذ | فُولاَذ | Rm | A | Rm | A | Rm | ReH | A | Rm | A | Rm | ReHd | A |
| اسم | رقم | ميجا باسكال | % | ميجا باسكال | % | ميجا باسكال | ميجا باسكال | % | ميجا باسكال | % | ميجا باسكال | ميجا باسكال | % |
| E215 | 1.0212 | 430 | 8 | 380 | 12 | 380 | 280 | 16 | 280 | 30 | من 290 إلى 430 | 215 | 30 |
| E235 | 1.0308 | 480 | 6 | 420 | 10 | 420 | 350 | 16 | 315 | 25 | من 340 إلى 480 | 235 | 25 |
| E355 | 1.058 | 640 | 4 | 580 | 7 | 580 | 450e | 10 | 450 | 22 | من 490 إلى 630 | 355 | 22 |
| أ رm: قوة الشد؛ ReH: الحد الأعلى لقوة الخضوع (انظر 11.1)؛ أ: الاستطالة بعد الكسر. للاطلاع على رموز حالة التسليم، انظر الجدول 1 | |||||||||||||
| ب- اعتمادًا على درجة التشكيل على البارد في مرحلة التشطيب، قد تصل مقاومة الخضوع إلى مستوى قريب من مقاومة الشد. ولأغراض الحساب، يُوصى باستخدام العلاقات التالية: —لشروط التسليم +C: ReH≥0.8 Rm; —لشروط التسليم +LC: ReH≥0.7 Rm. | |||||||||||||
| ج- لأغراض الحساب، يُوصى باستخدام العلاقة التالية: ReH≥0.5 غرفة. | |||||||||||||
| د- بالنسبة للأنابيب ذات القطر الخارجي ≤ 30 مم وسمك الجدار ≤ 3 مم، فإن ReHالقيم الدنيا أقل بمقدار 10 ميجا باسكال من القيم الواردة في هذا الجدول. | |||||||||||||
| هـ للأنابيب ذات القطر الخارجي الأكبر من 160 مم: ReH≥420 ميجا باسكال. | |||||||||||||
عملية تصنيع الأنابيب الفولاذية غير الملحومة وفقًا للمعيار EN 10305
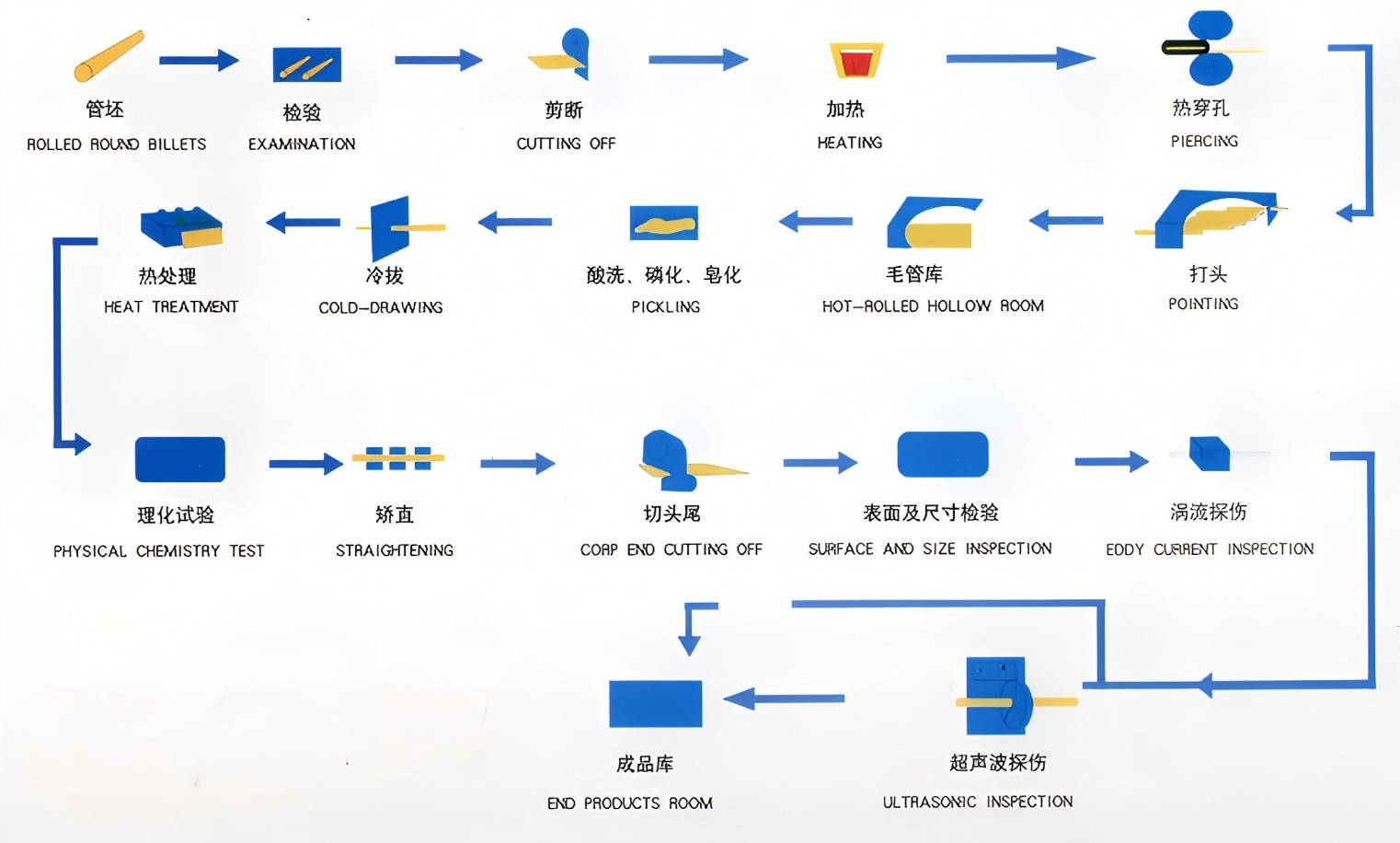
تستخدم شركة Womic Steel تقنيات تصنيع متطورة لإنتاجأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305لضمان منتجات عالية الجودة ومصممة بدقة متناهية. تتضمن العملية المراحل الرئيسية التالية:
- اختيار وفحص القوالب:
تبدأ عملية التصنيع بقضبان فولاذية عالية الجودة، يتم فحصها بدقة لضمان الاتساق والتوافق مع مواصفات المواد. - التسخين والثقب:
يتم تسخين القوالب إلى درجة حرارة مثالية ثم يتم ثقبها لتشكيل أنبوب مجوف، مما يهيئها لمزيد من التشكيل. - الدرفلة الساخنة:
تخضع القوالب المجوفة لعملية الدرفلة الساخنة لتشكيل الأنبوب، وتعديل الأبعاد للمنتج النهائي. - الرسم البارد:
يتم سحب الأنابيب المدرفلة على الساخن على البارد من خلال قوالب في ظل ظروف مضبوطة لتحقيق قطر وسمك جدار دقيقين. - تخليل:
بعد عملية السحب على البارد، يتم تخليل الأنابيب لإزالة أي قشور أو طبقات أكسيد سطحية، مما يضمن سطحًا نظيفًا وأملسًا. - المعالجة الحرارية:
تخضع الأنابيب لعمليات المعالجة الحرارية مثل التلدين، مما يحسن خصائصها الميكانيكية ويضمن تجانسها. - فرد الشعر وقصه:
يتم تقويم الأنابيب وقطعها إلى الطول المطلوب، مع الحفاظ على التناسق والدقة. - الفحص والاختبار:
يتم إجراء عمليات تفتيش دقيقة، بما في ذلك فحوصات الأبعاد والاختبارات الميكانيكية والاختبارات غير المدمرة (NDT)، لضمان أعلى معايير الجودة.
الاختبار والفحص
تضمن شركة Womic Steel أعلى مستويات ضمان الجودة وإمكانية التتبع من خلال إجراءات اختبار شاملة لـأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305وتشمل هذه:
- الفحص البُعدي:
قياس القطر الخارجي، وسماكة الجدار، والطول، والشكل البيضاوي، والاستقامة. - الاختبارات الميكانيكية:
يشمل ذلك اختبارات الشد، واختبارات الصدم، واختبارات الصلابة لضمان القوة والليونة المطلوبتين. - الاختبارات غير المدمرة (NDT):
اختبار التيار الدوامي للكشف عن العيوب الداخلية، والاختبار بالموجات فوق الصوتية (UT) لسمك الجدار والسلامة الهيكلية. - التحليل الكيميائي:
يتم التحقق من تركيب المادة باستخدام الطرق الطيفية لضمان أن المادة تفي بالمواصفات المطلوبة. - اختبار الضغط الهيدروستاتيكي:
يتم إخضاع الأنبوب لاختبار الضغط الداخلي للتأكد من قدرته على تحمل ضغوط التشغيل دون حدوث أي عطل.

المختبر ومراقبة الجودة
تدير شركة ووميك ستيل مختبرًا حديثًا مجهزًا بأحدث معدات الاختبار لإجراء فحوصات جودة متعمقة. يقوم فريقنا الفني بإجراء عمليات تفتيش روتينية على كل دفعة منأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305لضمان الامتثال للمعايير الدولية الصارمة. كما نتعاون مع جهات اختبار خارجية لتوفير تحقق مستقل من جودة الأنابيب.
التغليف
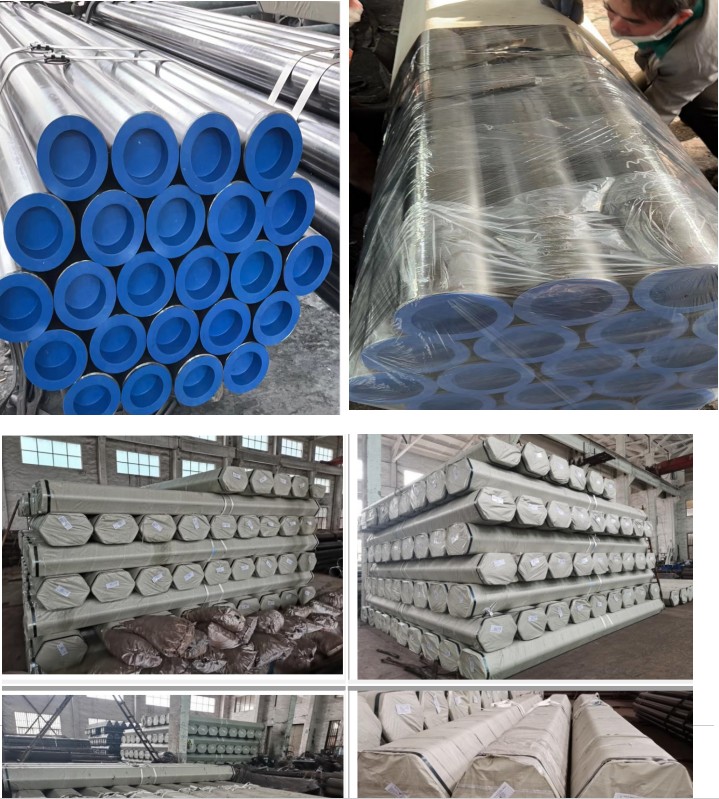
الأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305تُغلف المنتجات بعناية لضمان نقلها وتوصيلها بأمان. تشمل العبوة ما يلي:
- طبقة واقية:
كل أنبوب مغطى بطبقة واقية مضادة للتآكل لمنع الصدأ والأكسدة أثناء النقل والتخزين. - أغطية طرفية:
يتم وضع أغطية طرفية بلاستيكية أو معدنية على طرفي الأنابيب لمنع التلوث أو الرطوبة أو التلف المادي. - التجميع:
يتم تجميع الأنابيب معًا بإحكام باستخدام أشرطة فولاذية أو أشرطة بلاستيكية للحفاظ على الاستقرار ومنع تحركها أثناء النقل. - تغليف بالانكماش الحراري:
تُغلف الحزم بغشاء بلاستيكي قابل للانكماش لحماية الأنابيب من الغبار والأوساخ والعوامل البيئية الأخرى. - التعريف والتصنيف:
كل حزمة تحمل ملصقاً يتضمن تفاصيل المنتج، بما في ذلك درجة الفولاذ، والأبعاد، ورقم الدفعة، والكمية، وأي تعليمات خاصة بالتعامل.

مواصلات
تضمن شركة Womic Steel التسليم العالمي في الوقت المناسب وبشكل موثوق لـأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305باستخدام وسائل النقل التالية:
الشحن البحري:
بالنسبة للشحنات الدولية، يتم تحميل الأنابيب في حاويات أو رفوف مسطحة وشحنها إلى أي وجهة في جميع أنحاء العالم.
النقل بالسكك الحديدية والطرق:
بالنسبة للشحنات المحلية والإقليمية، يتم تحميل الأنابيب بشكل آمن على شاحنات مسطحة أو حاويات ونقلها عن طريق البر أو السكك الحديدية.
نظام التحكم في المناخ:
إذا لزم الأمر، يمكننا ترتيب نقل يتم التحكم في مناخه لحماية الأنابيب من الظروف البيئية القاسية.
التوثيق والتأمين:
يتم توفير جميع الوثائق اللازمة للتخليص الجمركي والشحن والتتبع، ويمكن ترتيب التأمين للشحنات الدولية للحماية من التلف أو الخسارة المحتملة.
مزايا اختيار الفولاذ الوومي
التصنيع الدقيق:
نحرص على تطبيق رقابة صارمة على جميع عمليات التصنيع لتحقيق دقة متناهية في الأبعاد.
التخصيص:
خيارات مرنة لأطوال الأنابيب، ومعالجات الأسطح، والتعبئة والتغليف بناءً على مواصفات العميل.
اختبار شامل:
تضمن الاختبارات الصارمة أن كل أنبوب يفي بالمعايير الميكانيكية والكيميائية والأبعاد المطلوبة.
خدمة التوصيل العالمية:
توصيل موثوق وفي الوقت المحدد، أينما كان موقع مشروعك.
فريق ذو خبرة:
يضمن المهندسون والفنيون المهرة أعلى معايير جودة الإنتاج وخدمة العملاء.
خاتمة
ووميك ستيلأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305صُممت منتجاتنا لتوفير قوة فائقة وموثوقية عالية ودقة متناهية لمجموعة واسعة من التطبيقات الصعبة. وبفضل التزامنا بالجودة والتصنيع المتقدم ورضا العملاء، نُعدّ الشريك الموثوق به عالميًا في حلول الأنابيب غير الملحومة.
اختر فولاذ ووميك لـأنابيب فولاذية غير ملحومة وفقًا للمعيار EN 10305واستمتع بتجربة منتجات عالية الأداء مدعومة بخبرة لا مثيل لها.
لمزيد من التفاصيل، يرجى الاتصال بنا مباشرة:
موقع إلكتروني: www.womicsteel.com
بريد إلكتروني: sales@womicsteel.com
الهاتف/واتساب/وي تشاتللتواصل: فيكتور: +86-15575100681 أو جاك: +86-18390957568

المنتجات ذات الصلة
-

لحامات الفولاذ السبائكي ASTM A213 / ASME SA213 T11 T22...
-

ورقة البيانات الفنية لأنابيب الغلايات ASTM A178
-

قطع غيار الجرافة الكهربائية PH2800 XPC، حذاء الجنزير
-

مجموعة أحذية الجنزير وهيكل السيارة السفلي...
-

أنابيب فولاذية كربونية JIS G3454 STPG 370 للمكابس...
-

تقنية أنابيب الصلب غير الملحومة المعتمدة وفقًا لمعيار DIN 2445...
-
أنابيب فولاذية ممتازة غير ملحومة وفقًا لمعيار EN 10305 | دقيقة...
-

البيانات الفنية لأنابيب دقيقة غير ملحومة وفقًا لمعيار DIN 2391...
-

أنابيب ASTM A335 P91 النوع 2 / P5 / P9 / P11 / P1...